


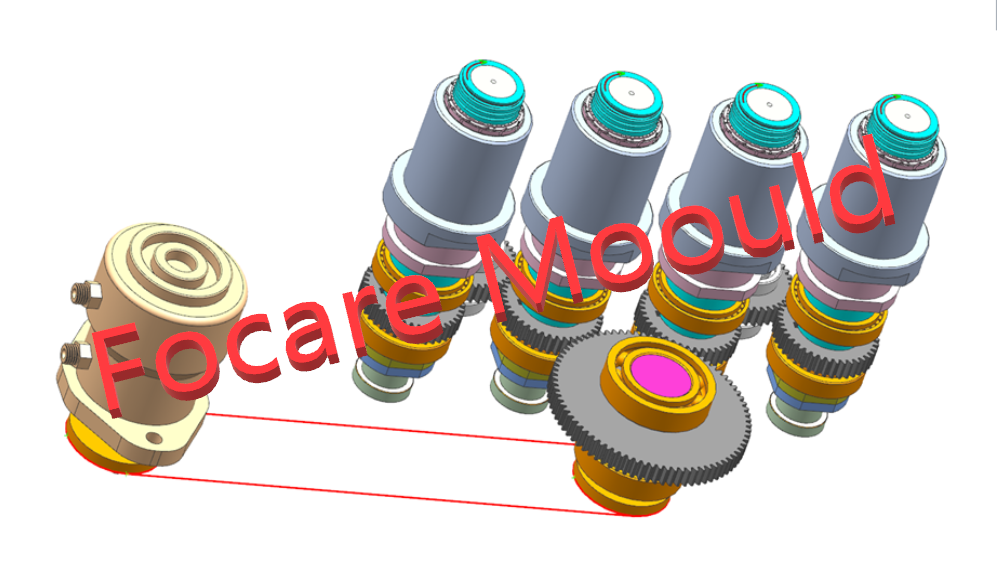
Unscrewing Caps Molds
Brand :Focare Mould
Product origin :China
Delivery time :60 working days after confirming the design
Supply capacity :500 sets of molds per year
For the cap design, people always want to find a new way, but due to the limit of traditional molding way, it cannot have so much outstanding design to attract people’s eye with single color.
With the new molding technology development, Bi-injection, tri-injection … it helps designers to have more idea on the design and come with beautiful appearance.
I believe more and more customers will like this design idea and to make their own brand outstanding. Focare Mould is mold maker who is specialized in two color mold design and manufacture. We are here to help you make your fantastic idea into reality.
Thread design sometimes exists in products for assembly purposes. It can be directly formed or machined after forming. For threads that are often disassembled or under heavy loads, the following principles should be taken into account when designing threaded inserts:
1. Avoid threads with pitch less than 0.75 mm. Avoid threads with maximum usable threads of 5 mm
2. Avoid direct forming of long threads due to plastic shrinkage to prevent pitch distortion
3. Avoid threads with tolerance less than plastic shrinkage
4. If internal and external threads are matched, the gap between 0.1-0.4 mm
5. Thread parts should be 1-3. Module slope_
6. The screw teeth can not be extended to the end of the product. A polished rod of about 0.8mm should be installed to facilitate die processing and thread life.
7. In some similar bottle cap products, it will set up some vertical markings. The spacing should be as large as 1.5 mm, and the spacing should be as small as 3.0 mm on the parting surface at least 0.8mm flat area
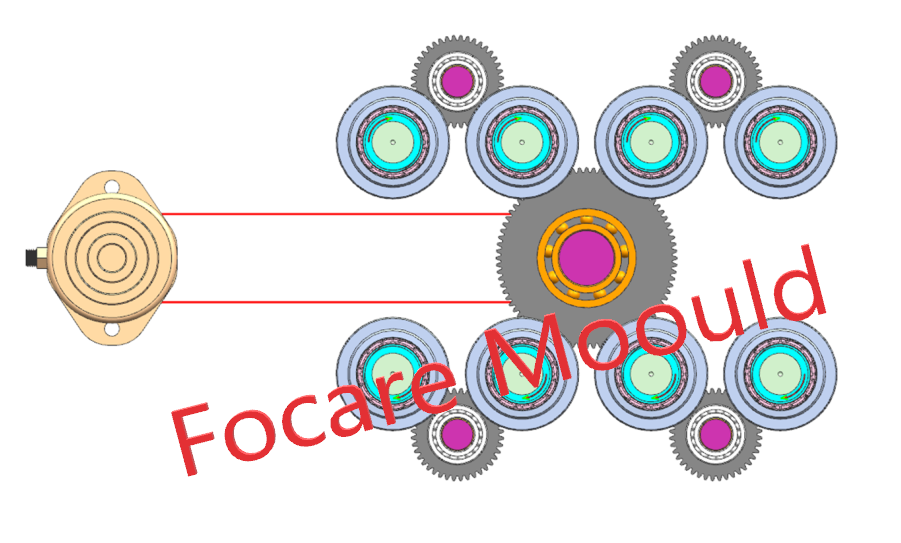
There are some ways for demoulding:
1. Forced demoulding. The plastic part is forcibly removed by utilizing the elasticity of the plastic part itself or by using an elastic thread core. This type of demoulding is mostly used for semi-circular coarse thread with low thread precision and small depth on some soft plastics. This can make the mold structure simple.
2. Manual demoulding. Manual demolding in and out of the mold.
In-mold: It is necessary to take out the thread core with a special tool with a square hole, and then the plastic part is taken out from the cavity by the demolding mechanism.
Out-of-mold: Use a movable thread core or ring. After the mold is opened, the mold is taken out together with the plastic part, and then the plastic part is manually unscrewed from the thread core or the ring.
3. Maneuvering demoulding. The reciprocating motion of the opening and closing mold is converted into a rotary motion to disengage the thread of the plastic part. Such a mold has high production efficiency, but has a complicated structure and high manufacturing cost.